首页
关于艾泰科
关于艾泰科
公司介绍
资质与认证
加入我们
联系我们
产品中心
气弹簧
普通气弹簧
自锁型气弹簧
牵引式气弹簧
阻尼器
连接件
easymotion
导柱
电动推杆/附件
直列式电推杆
按钮开关
开关电源
旋转定位部件
定位铰链
转矩嵌件
一字轴
2D/3D旋转铰链
ESD/抗菌/可再生/带传感器操作件
拉手
旋钮
手柄
夹紧杆
快拆夹具
螺母螺丝
物料盒
旋转适配器
塑料杯架
夹紧部件
零点夹紧系统
五轴模块夹紧系统80
五轴模块夹紧系统50
多夹紧系统
定位与夹紧系统
KIPPflexX五轴虎钳/五轴夹紧系统紧凑型
三轴夹紧系统 / 五轴夹紧系统
楔形夹
固定钳口
螺纹安装支座
其他附件
夹紧锁
紧锁销
衬套
机器和夹具组件附件
夹紧臂
杠杆夹
标准件
锁
密封条/密封件
铰链
万向脚/调平脚
滑轨
锁扣
快速夹钳
夹紧元件
柱塞
螺丝螺栓垫圈螺纹螺丝塞
支撑元件定位元件止动元件
轴套/锁环/夹紧轮毂
定位衬套
接头
磁铁
咸震器
脚仑
轴承导向滚轮吊环/环螺栓
定位珠/定位柱
全向轮
液压部件
液压支撑元件/螺纹连接
液压旋转夹
液压缸
液压侧夹
液位指示器
传动部件
联轴器
工程塑料轴承
阀与气缸
钢丝绳
解决方案
解决方案
医疗和康复
半导体设备
精密机械
海洋船舶
航空
汽车工业
特种设备
资讯中心
资讯中心
企业新闻
新产品资讯
视频集锦
服务与支持
服务与支持
技术咨询
线上会议
language
简体中文
EN
商城
首页
关于艾泰科
公司介绍
资质与认证
加入我们
联系我们
产品中心
气弹簧
普通气弹簧
自锁型气弹簧
牵引式气弹簧
阻尼器
连接件
easymotion
导柱
电动推杆/附件
直列式电推杆
按钮开关
开关电源
旋转定位部件
定位铰链
转矩嵌件
一字轴
2D/3D旋转铰链
ESD/抗菌/可再生/带传感器操作件
拉手
旋钮
手柄
夹紧杆
快拆夹具
螺母螺丝
物料盒
旋转适配器
塑料杯架
夹紧部件
零点夹紧系统
五轴模块夹紧系统80
五轴模块夹紧系统50
多夹紧系统
定位与夹紧系统
KIPPflexX五轴虎钳/五轴夹紧系统紧凑型
三轴夹紧系统 / 五轴夹紧系统
楔形夹
固定钳口
螺纹安装支座
其他附件
夹紧锁
紧锁销
衬套
机器和夹具组件附件
夹紧臂
杠杆夹
标准件
锁
密封条/密封件
铰链
万向脚/调平脚
滑轨
锁扣
快速夹钳
夹紧元件
柱塞
螺丝螺栓垫圈螺纹螺丝塞
支撑元件定位元件止动元件
轴套/锁环/夹紧轮毂
定位衬套
接头
磁铁
咸震器
脚仑
轴承导向滚轮吊环/环螺栓
定位珠/定位柱
全向轮
液压部件
液压支撑元件/螺纹连接
液压旋转夹
液压缸
液压侧夹
液位指示器
传动部件
联轴器
工程塑料轴承
阀与气缸
钢丝绳
解决方案
资讯中心
企业新闻
新产品资讯
视频集锦
服务与支持
技术咨询
线上会议
获取产品信息
协助选型
2D/3D图纸
报价
微信扫码咨询
电话咨询
13603062786
首页
-
夹紧部件
-
多夹紧系统
2D
3D
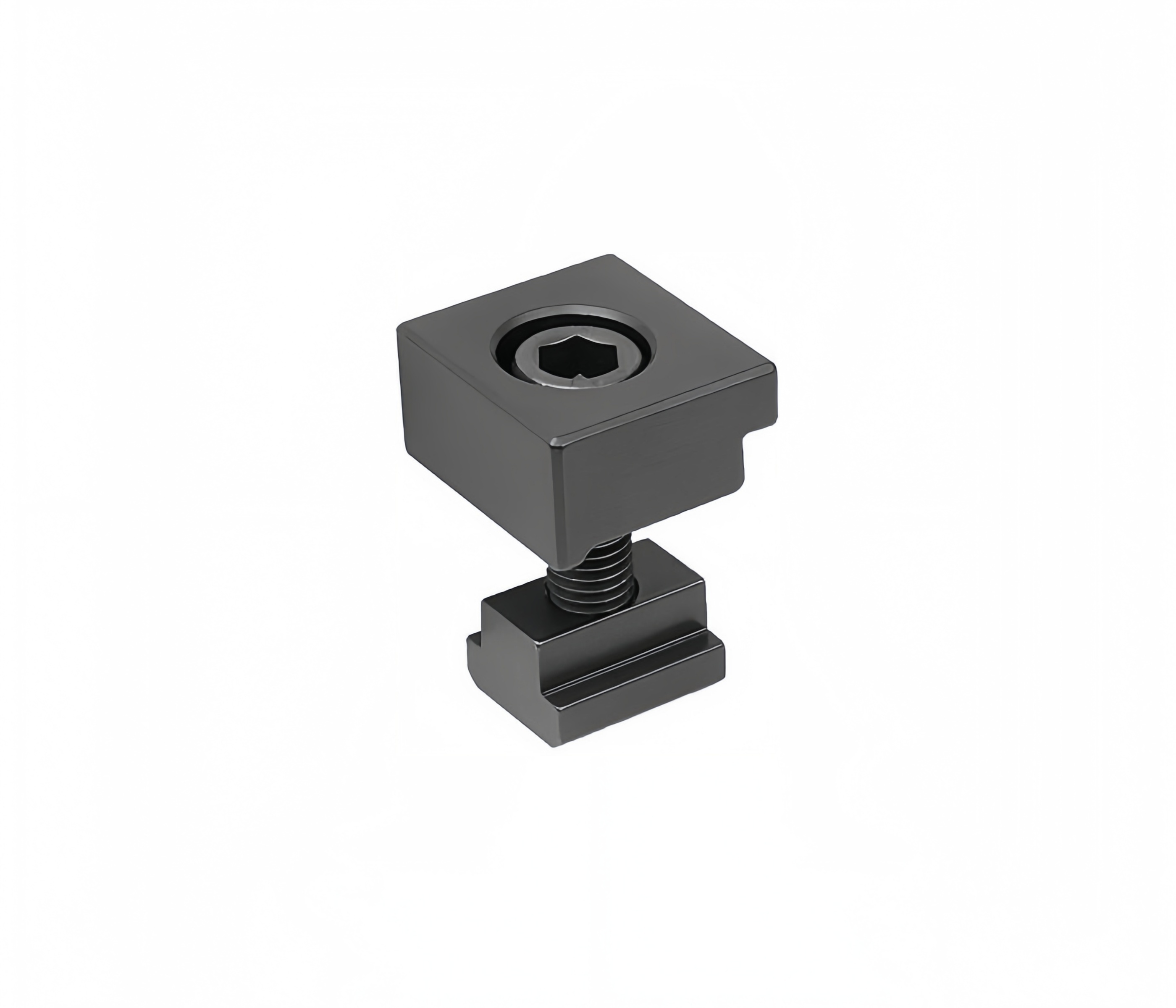
多夹紧系统夹钳固定套装 K1757
德国 KIPP 原厂 K1757 Clamping claw sets,多夹紧系统轨道压板固定套装,行业俗称夹钳固定爪、轨道压板组。核心作用:将 K1746 多夹紧轨牢牢锁紧在机床工作台 T 型槽内,可沿 T 槽任意滑动定位,实现夹轨无孔式全域安装,是整套多夹系统与机床台面连接的基础固定辅件。
下载产品pdf
咨询报价
产品参数
产品特点
注意事项
材质与表面处理
基材:优质碳钢
热处理:整体调质处理,支撑贴合面精密研磨,硬度
HRC32
贴合面平面度 ≤0.005mm,压紧无间隙,抗切削震动滑移
表面:发黑磷化防锈处理
产品核心特点
全域无孔自由定位,夹轨任意摆放
依托机床 T 槽滑块螺母,无需在工作台打孔攻丝,整条 K1746 夹轨可在台面任意位置滑动、平移、交叉排布,工装布局自由度极高。
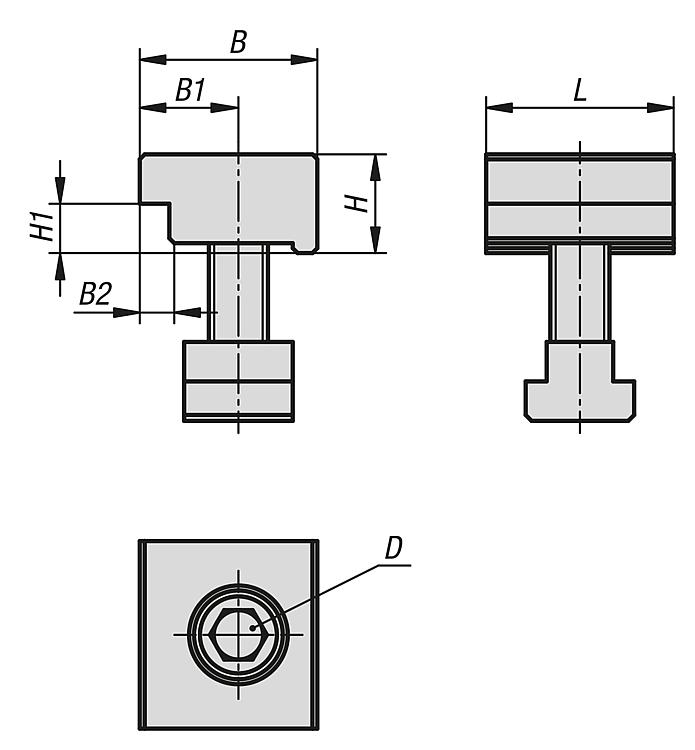
垂直可调压紧行程,兼容不同高度台面
压板自带 12/16mm 升降调节区间,适配垫高垫板、零点托盘、不同厚度夹轨底座,不用更换压板即可适配多种工装高度。
成套 4 组标准化配置,一条夹轨标准配 2 套(8 个压板)
出厂 4 件为一套,单根标准长度 K1746 夹轨两端各装 2 组 K1757,四点压紧刚性均衡,重铣削不松动、不移位。
研磨贴合支撑面,压紧不压伤夹轨基准
压板与夹轨接触区域精密研磨,受力均匀,不会压损 K1746 夹轨淬火齿面,长期使用不破坏轨道定位精度。
模块化通用,全系统宽度兼容
050 款通配 SB50/SB72 紧凑型轨道;100 款专配 SB100 重型宽轨,大小工装通用一套标准件,减少库存。
多场景复用,不局限多夹系统
除固定 K1746 夹紧轨外,可单独用作压板固定治具板、垫板、小型工装块,一机多用降低辅件采购成本。
加工前复检全部 K1757 锁紧螺丝,高速重切削一旦压板松脱,整条夹轨位移会直接撞刀,造成机床、刀具、工件报废。
多条夹轨交叉排布时,压板错位安装,避免螺丝、压板互相干涉,预留扳手操作空间。
搭配垫高垫板使用时,垫板厚度不可超过压板最大调节行程,否则无法压紧轨道。
无人值守批量加工,每条轨道必须 4 点完整压紧,禁止仅单侧两点简易固定。
每次拆装清理压板贴合面、T 槽滑块金属铁屑,碎屑残留会导致压板倾斜、压紧力不足,轨道出现微量位移。
禁止锤击、敲击 K1757 压板本体,调质钢材受冲击会变形,研磨贴合面精度失效。
潮湿切削环境加工完成后擦拭压板、滑块防锈,避免滑块生锈卡死在机床 T 槽内无法滑动。
压板出现明显弯曲变形、支撑面压坑、螺丝滑牙时,整套更换,不可继续使用。
演示视频
推荐同款类型产品
不锈钢对心衬套 K1475
硬化发黑钢定位衬套 K1487
钢制楔形夹具系统定位气缸 K1802
多夹系统(软缓冲挡块款)K0903
多夹紧系统固定钳口 K1750 ES
多夹系统螺丝式基座 K1752
下载申请
姓名
公司名称
邮箱
电话
提交
























 商城
商城