首页
关于艾泰科
关于艾泰科
公司介绍
资质与认证
加入我们
联系我们
产品中心
气弹簧
普通气弹簧
自锁型气弹簧
牵引式气弹簧
阻尼器
连接件
easymotion
导柱
电动推杆/附件
直列式电推杆
按钮开关
开关电源
旋转定位部件
定位铰链
转矩嵌件
一字轴
2D/3D旋转铰链
ESD/抗菌/可再生/带传感器操作件
拉手
旋钮
手柄
夹紧杆
快拆夹具
螺母螺丝
物料盒
旋转适配器
塑料杯架
夹紧部件
零点夹紧系统
五轴模块夹紧系统80
五轴模块夹紧系统50
多夹紧系统
定位与夹紧系统
KIPPflexX五轴虎钳/五轴夹紧系统紧凑型
三轴夹紧系统 / 五轴夹紧系统
楔形夹
固定钳口
螺纹安装支座
其他附件
夹紧锁
紧锁销
衬套
机器和夹具组件附件
夹紧臂
杠杆夹
标准件
锁
密封条/密封件
铰链
万向脚/调平脚
滑轨
锁扣
快速夹钳
夹紧元件
柱塞
螺丝螺栓垫圈螺纹螺丝塞
支撑元件定位元件止动元件
轴套/锁环/夹紧轮毂
定位衬套
接头
磁铁
咸震器
脚仑
轴承导向滚轮吊环/环螺栓
定位珠/定位柱
全向轮
液压部件
液压支撑元件/螺纹连接
液压旋转夹
液压缸
液压侧夹
液位指示器
传动部件
联轴器
工程塑料轴承
阀与气缸
钢丝绳
解决方案
解决方案
医疗和康复
半导体设备
精密机械
海洋船舶
航空
汽车工业
特种设备
资讯中心
资讯中心
企业新闻
新产品资讯
视频集锦
服务与支持
服务与支持
技术咨询
线上会议
language
简体中文
EN
商城
首页
关于艾泰科
公司介绍
资质与认证
加入我们
联系我们
产品中心
气弹簧
普通气弹簧
自锁型气弹簧
牵引式气弹簧
阻尼器
连接件
easymotion
导柱
电动推杆/附件
直列式电推杆
按钮开关
开关电源
旋转定位部件
定位铰链
转矩嵌件
一字轴
2D/3D旋转铰链
ESD/抗菌/可再生/带传感器操作件
拉手
旋钮
手柄
夹紧杆
快拆夹具
螺母螺丝
物料盒
旋转适配器
塑料杯架
夹紧部件
零点夹紧系统
五轴模块夹紧系统80
五轴模块夹紧系统50
多夹紧系统
定位与夹紧系统
KIPPflexX五轴虎钳/五轴夹紧系统紧凑型
三轴夹紧系统 / 五轴夹紧系统
楔形夹
固定钳口
螺纹安装支座
其他附件
夹紧锁
紧锁销
衬套
机器和夹具组件附件
夹紧臂
杠杆夹
标准件
锁
密封条/密封件
铰链
万向脚/调平脚
滑轨
锁扣
快速夹钳
夹紧元件
柱塞
螺丝螺栓垫圈螺纹螺丝塞
支撑元件定位元件止动元件
轴套/锁环/夹紧轮毂
定位衬套
接头
磁铁
咸震器
脚仑
轴承导向滚轮吊环/环螺栓
定位珠/定位柱
全向轮
液压部件
液压支撑元件/螺纹连接
液压旋转夹
液压缸
液压侧夹
液位指示器
传动部件
联轴器
工程塑料轴承
阀与气缸
钢丝绳
解决方案
资讯中心
企业新闻
新产品资讯
视频集锦
服务与支持
技术咨询
线上会议
获取产品信息
协助选型
2D/3D图纸
报价
微信扫码咨询
电话咨询
13603062786
首页
-
夹紧部件
-
三轴夹紧系统 / 五轴夹紧系统
2D
3D
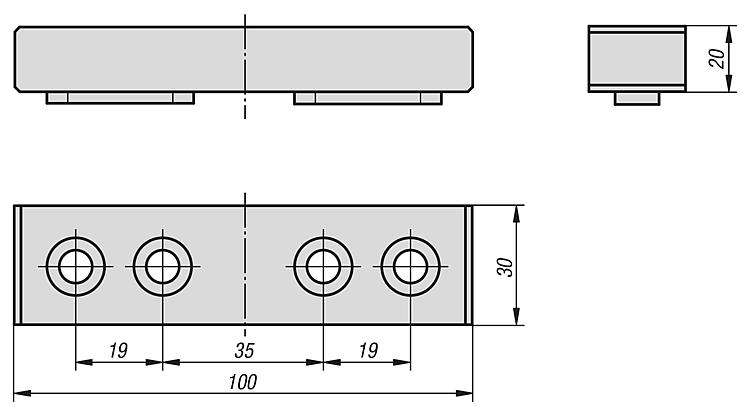
可加工钳板 K0944
K0944 Machinable Jaw Plates,行业俗称:可加工牙板、定制型钳板、毛坯夹持板
配套全系 KIPP 夹紧系统:K0939 网格板三轴 / 五轴、K0940 T 型槽三轴 / 五轴,安装在 K0942 支撑台阶(Seating ledges)上,与标准钢制牙板 K0943 为互换款。
区别于 K0943 成品牙板,K0944 预留充足加工余量,可根据工件异形轮廓、圆弧、台阶、定位槽进行铣削、钻孔、开槽二次加工,适配异形毛坯、圆形件、不规则精密零件定制夹持方案;同样支持安装 K0946 环形刃口夹紧销,维持原厂 8mm 标准夹持深度,兼容形锁无夹痕夹持工艺。
下载产品pdf
咨询报价
产品参数
产品特点
注意事项
核心材质构成
主体:低碳易切削预硬钢(未整体淬火,方便 CNC 二次铣削加工)
底面基准:精密研磨,保证贴合 K0942 支撑台阶无间隙
可选铝制轻量化款:铝合金材质,加工更轻快,适配铜、塑胶软质工件
产品核心特点
充足加工余量,支持全造型定制
单边预留 5mm 铣削余量,可加工 V 型槽、圆弧仿形、定位挡台、避让槽、异形夹持面,完美夹持圆形、异形、偏心、不规则毛坯,无需定制非标夹具,大幅降低工装成本。
易切削预硬基材,加工效率高
采用未淬火易切削钢材,铣削、钻孔、攻丝无刀具损耗,对比淬火 K0943 加工难度大幅降低,车间可现场快速改型,适配多品种小批量换产。
与 K0943 完全互换,通用全系夹具
安装尺寸、厚度、销孔位置和标准牙板 K0944 完全一致,同一套支撑台阶可快速切换标准硬爪 / 可加工定制爪,不用改动工装底座。
固定 8mm 超薄夹持深度,保留五面无干涉优势
板体基准厚度严格 8mm,二次加工仅消耗外侧余量,不会改变原厂浅夹持结构,工件顶面、两侧完全外露,三轴 / 五轴多角度加工无夹具遮挡。
预制销孔,加工后仍可使用刃口销无夹痕夹持
预制标准夹紧销安装孔,铣造型时避开销孔区域,加工完成后依旧可压入 K0946 刃口销,实现免开槽形锁夹持,不划伤工件基准与外观。
双材质可选,兼顾钢件与软质工件
钢款:适合钢、不锈钢、铸铁毛坯夹持,刚性好
铝款:加工阻力小,夹持铝、铜、塑胶件无压痕
底面精磨基准,重复定位精度稳定
贴合支撑台阶的底面整体研磨,二次加工后装配无高低差,成对使用时工件支撑平整,批量加工尺寸一致性≤0.02mm。
(一)装夹安装规范
最大铣削深度不可超过 5mm 预留余量,避免铣穿销孔与安装螺丝孔;加工前核对销孔位置,预留 2mm 安全距离。
加工后夹持工作面需轻精磨,去除铣刀纹路,防止划伤工件表面;软质工件优先选用铝制 K0944。
禁止将钳板整体淬火热处理,会破坏底面基准平行度,造成夹持倾斜。
V 型槽仿形加工时,V 型中心需对齐夹具夹持中心,保证受力均匀。
(二)日常维护与寿命防护
加工后每日清理销孔、贴合面铁屑,喷涂防锈油,钢材款长期湿式加工易氧化。
不可对 K0944 进行焊接、火焰加热,会造成基准变形、平面度超差。
若加工余量完全消耗,无法再次改型,需更换全新 K0944 钳板。
夹紧力不超过夹具额定上限(三轴 22kN / 五轴 42kN),预硬钢刚性低于淬火 K0943,过载易变形。
演示视频
推荐同款类型产品
滚珠锁紧定位气缸 K0935
多夹紧系统专用短款夹紧轨道 K1747
多夹紧系统夹钳固定套装 K1757
多夹系统双面楔形夹 K1829
多夹系统单侧楔形夹 ES 固定钳 K1830
栅板五轴夹紧系统 K0939
下载申请
姓名
公司名称
邮箱
电话
提交

























 商城
商城